TraceDOC¶
Metodika TracePRO na řízení dokumentace umožňuje provádět následující činnosti:
Kompletně řídit výrobní postupy pro položky, a na jejich základě spravovat výrobní objednávky.
Pro každou operaci z výrobního postupu definovat návodku, dokumenty k operaci, parametry a programy, a také obecné dokumenty typu instrukční listy a pracovní instrukce.
Stejná data lze definovat i pro výrobní postup jako celek.
Dále metodika definuje konvence pro:
Organizaci adresářů s obecnými dokumenty
Pojmenovávání programů
Stručný popis¶
Hlavní myšlenka metodiky spočívá v tom, že práce se souborovým systémem je vždy jednodušší a pro uživatele přirozenější, než práce se systémem dokumentace. Proto systém řízení dokumentace TracePRO vychází z prostého ukládání souborů do předem definované adresářové struktury. Zjednodušeně řečeno, verze postupu je adresářová struktura s adresářem pro každou operaci, přičemž správné verze příslušných dokumentů jsou zkopírované do adresářů operací. Nová verze postupu se vytvoří tak, že se libovolná verze zkopíruje, a patřičně zedituje. Výrobní objednávka vznikne úplně stejně, zkopírováním verze postupu.
Kromě práce se souborovým systémem existuje klientský program pro editaci postupů a objednávek, a jejich uvolňování do TracePRO. Ten se použije především v případě, kdy firma nemá jiný systém na správu objednávek (např. ERP). Pokud firma má ERP, lze implementovat propojení.
Metodika sama o sobě však není přímo závislá na TracePRO, metodika se dá použít bez TracePRO, a naopak TracePRO se dá použít i bez této metodiky.
Struktura adresářů¶
Pro dokumentaci k výrobkům a výrobním objednávkám musí být vytvořena následující struktura v souborovém systému.
3 adresáře:
TPV - dokumentace k jednotlivým výrobkům, se kterou se normálně pracuje. Sem bude zapisovat oddělení TPV, ostatní mají buď přístup pro čtení, nebo vůbec.
VYROBA - dokumentace k aktuálním výrobním objednávkám. Ty vytváří oddělení TPV, výroba má přístup jen pro čtení.
DATA - data generovaná z výroby, která nejdou přímo do traceability (výsledky z AOI, fotky, měřící protokoly, …). Sem má výroba přístup pro zápis, zápis probíhá prostřednictvím terminálů nebo serveru TracePRO.
TPV obsahuje adresář pro každého zákazníka, a podadresáře pro výrobky. Každý adresář výrobku pak jsou v podstatě hromadu souborů, mailů, jakékoliv dokumentace, … Adresářová struktura obsahuje jednotlivé zákazníky, podadresáře jsou pak verze výrobních postupů.
VYROBA je seznam adresářů výrobních objednávek, které vznikly jako kopie verzí z TPV.
DATA obsahuje také adresáře výrobních objednávek, v každé se ukládají výrobní data.
Příklad souborové struktury¶
TPV:
Adresář |
Popis |
PANASONIC |
Adresář zákazníka |
Obecne |
Obecná data, jakékoliv soubory bez vztahu k položce |
ITN100AV10 |
Adresář pro položku ITN100AV10 |
VD000010 |
Verze výrobního postupu a dokumentace této položky |
VD000027 |
Jiná verze pro stejnou položku |
ITB721UH01 |
Adresář pro položku ITB721UH01 |
VD00006 |
Verze výrobního postupu a dokumentace této položky |
VD00012 |
Jiná verze pro stejnou položku |
VD00013 |
Jiná verze pro stejnou položku |
TOSHIBA |
Adresář zákazníka |
Dokumentace |
Obecná data, adresář může být nazván jakkoliv |
Další obecná data |
|
TAA300101 |
Adresář pro položku TAA300101 |
VD00002 |
Verze |
VD00042 |
Jiná verze |
… |
Další adresáře zákazníků, výrobků a verzí. |
Adresáře VDXXXXX (V erze D okumentace) pak obsahují výrobní postupy, např. takto:
Adresář, soubor |
Popis |
VD00042 |
Kořenový adresář pro verzi dokumentace |
settings |
Soubor s metadaty pro klientský program TracePRO |
None |
Adresář s údaji platnými pro objednávku, ne pro konkrétní operaci. |
rozpiska.xls |
Rozpiska |
baleni.jpeg |
Balící předpis |
… |
Jakékoliv další soubory příslušné k postupu |
10 |
Adresář s údaji pro operaci 10 |
20 |
Adresář s údaji pro operaci 20 |
schema.pdf |
|
… |
Jakékoliv soubory patřící k operaci 20. |
30 |
|
40 |
|
… |
Adresáře a soubory pro další operace |
VYROBA:
Obsahuje seznam adresářů, jeden pro výrobní objednávku. Jejich obsah je stejný,
jako obsah adresářů VDXXXXX. Jen jsou pojmenovány podle schématu
pojmenovávání výrobních objednávek, např. PYYXXXX, kde YY je rok,
a XXXX je číslo objednávky v roce.
DATA:
Opět obsahuje adresář pro každou výrobní objednávku (stejně jako VYROBA) s následující strukturou:
Adresář, soubor |
Popis |
ITEMS |
Obsahuje adresář pro každou položku |
22424 |
Adresář položky, číslo, pod kterým je uložena v TracePRO |
40-2301 |
Operace – úkon z výrobního postupu |
1234-soubor1 |
Soubory získané z výroby k operaci uložené v TracePRO pod číslem 1234. |
1234-soubor2 |
|
1234-soubor3 |
|
2281-soubor1 |
Soubor z jiného provedení též operace |
80-2302 |
|
2293-soubor |
Soubor z další operace |
OPS |
Společné pro operaci |
40-2301 |
Soubory pro operaci 40, úkon 2301 |
layout.jpg |
Soubor získaný na této operaci, platný pro všechny položky. Např. tohle je obrázek celé desky získaný na AOI |
80-2301 |
|
layout.jpg |
S těmito daty pracuje např. klientský software na opravy, prohlížeč nebo analyzátor výsledků AOI nebo ICT, případně další klientské programy.
Ukázka práce¶
Pro práci s postupy a objednávkami (editace, zakládání, startování) existuje
klientský program. My si ale nejprve ukážeme, co se vlastně děje v adresářové
struktuře. Předpokládejme, že máme vyrobní postup pro PANASONIC
ITB721UH01 verzi VD00013. TPV data (to znamená struktura operací a dokumentace k nim)
leží v adresáři TPV/PANASONIC/ITB721UH01/VD00013.
Když chceme vytvořit jinou verzi stejného výrobku, prostě celý adresář zkopírujeme.
Zjistíme si první následující volné číslo VD, např. VD00043. Celý
TPV/PANASONIC/ITB721UH01/VD00013 zkopírujeme do TPV/PANASONIC/ITB721UH01/VD00043.
Pak v adresáři VD00043 editujeme data, vyměníme soubory za nové verze;
provedeme veškeré změny dokumentace.
Výrobní objednávka se z této verze postupu
udělá podobným způsobem. Nejprve zjistíme první volné číslo pro výrobní objednávku, např.
P160073. Adresář s verzí, TPV/PANASONIC/ITB721UH01/VD00043, zkopírujeme do adresáře
VYROBA/P160073. Pokud jsou v postupu pro tuto objednávku nějaké změny, které
se nemají promítnout do hlavního postupu, provedeme je pouze v VYROBA/P160073.
Ostatní data¶
Dostáváme se k údajům, které sice jsou uloženy v souborovém systému, ale k jejich editaci se používá software.
Parametry operací¶
Ke každé operaci lze nastavit sadu parametrů typu JMÉNO=HODNOTA.
Tyto parametry pak lze použít v klientských programech k jakémukoliv účelu. Příklad:
Opotřebení frézy na CNC řezačce. Pro operaci CNC fréza můžeme nastavit parametr délka, klientský program TracePRO na řezačce pak může pro každou načtenou desku přičíst tuto délku, a po dosažení nějaké maximální hodnoty upozorňovat, že je potřeba vyměnit frézu.
Různá upozornění v automotive výrobě. Někdy je vyžadováno, aby bylo na obrazovce vidět nějaké upozornění. Pomocí vhodně nastaveného parametru lze takové upozornění realizovat.
Jméno programu. Ikdyž metodika definuje pojmenovávání programů podle verze dokumentace, lze případně jméno programu (pro osazovací stroj, AOI, ICT, …) nastavit úplně volně v parametrech.
Materiál¶
K operaci lze nastavit i sadu materiálů, které se na operaci spotřebovávají. TracePRO běžně dostává materiály spotřebované na operaci z externího zdroje (např. logy osazovacích strojů, nebo ručně obsluhované klientské stanice na ruční zakládání). Některé stroje tuto funkci nenabízejí. Proto je možné nastavit materiál, který se má na operaci spotřebovávat. Tuto informaci pak může dostat klientský program, a může vyžadovat po obsluze dodání šarže toho materiálu. Nastavuje se:
Pozice na pracovišti, ze které se materiál bere (Hole)
ID materiálu
Množství odebraného materiálu na jeden vyrobený kus
Typ materiálu - pokud je nastaven na SCANEACH, bude se vyžadovat jeho načtení pro každý načtený kus
Obecné dokumenty¶
Ke každé operaci lze nastavit seznam obecných dokumentů, které se mají pracovníkovi nabídnout při prohlížení výrobní dokumentace. Může se jednat o pracovní instrukce, instrukční listy, kvalitativní upozornění, nebo cokoliv dalšího. Tyto dokumenty jsou v nějakém registru dokumentů, aktualizují se podle potřeby, a pracovníkovi se vždy zobrazí aktuální verze. To je rozdíl oproti výrobní dokumentaci přiřazené verzi postupu (VDXXXXX), která se zpětně nemění.
Nejprve je třeba definovat typy obecných dokumentů. Každý typ dokumentu bude mít zkratku složenou
z velkých písmen bez diakritiky (nejlépe 2 písmena), např. IL pro Instrukční Listy,
PI pro Pracovní Instrukce. Každý takový dokument bude mít číslo. Jméno dokumentu pak bude:
Zkratka Číslo-cokoliv.přípona, např. PI56-cnc_freza.pdf.
Pozn: Ve vlastním zájmu nepoužívejte v názvech souborů diakritiku ani mezery. Je také dobré mít tyto dokumenty v souborovém formátu, který nelze editovat, např. Pdf.
Příklad adresářové struktury pro pracovní instrukce:
Adresář, soubor |
Význam |
pracovni_instrukce |
Adresář s pracovními instrukcemi |
registr.xls |
Tabulka s informacemi o pracovních instrukcích |
platne |
Adresář s platnými pracovními instrukcemi |
PI1-DEK.pdf |
Jednotlivé pracovní instrukce |
PI2-smd-yamaha.pdf |
|
neplatne |
Adresář s neplatnými pracovními instrukcemi |
PI5-smd-tesla.pdf |
Pracovní instrukce, které pozbyly platnost |
PI87-ict-u2716.pd |
TracePRO tyto dokumenty identifikuje jen pomocí zkratky a čísla.
Takže seznam obecných dokumentů u operace může vypadat např. takto:
IL1, IL82, IL10, PI121, PI88.
Obecné dokumenty - upozornění¶
Některé typy obecných dokumentů mohou být označeny jako Upozornění. Ty jsou speciální v tom, že jsou ve výrobní dokumentaci zvýrazněny (např. červeným pozadím), a při otevření výrobní dokumentace se automaticky otevřou. Mohou sloužit např. k upozornění na chyby, ke kterým došlo v minulosti.
Základní údaje¶
Každá verze postupu má u sebe taky jméno výrobku, jméno zákazníka a číslo verze (VDXXXXX),
takže když se použije k vytvoření objednávky, tak u objednávky všechny tyto údaje zůstanou.
U objednávky také definujeme počet vyráběných kusů.
Pojmenování programů¶
Metodika definuje konvenci pro pojmenování programů pro stroje. Zopakujme zde, že pro každou verzi postupu máme 3 údaje: jméno zákazníka, jméno výrobku, verzi postupu/výrobní dokumentace. Ty se použijí k pojmenování verze programů pro stroje, jako SMD, AOI, … Praktické zkušenosti nám říkají, že obecně vzato, pro každý typ zařízení budou programy umístěny na jiném místě. Např. programy pro různé značky osazovacích strojů budou v různých adresářích na serveru, programy pro ICT budou na oněch konkrétních ICT. Programy pro SMD a AOI se budou verzovat podle verze výrobní dokumentace, naopak programy pro ICT nebo CNC frézu se takto verzovat nebudou. Případně programy pro jiné ICT mohou být pojmenovány nezávisle na zákazníkovi / výrobku / verzi.
Dodržování konvence má smysl na těch místech, na kterých TracePRO vybírá, který klientský program se nahrává do stroje. V tom případě se TracePRO pokusí najít ten nejlepší program a nabídnout ho obsluze, případně naopak podle jména programu nalezeného ve výstupu ze stroje se snaží najít výrobní objednávku, ke které výstup ze stroje přiřadí. Je to např. na osazovacích strojích JUKI, nebo AOI Marantz.
Konvence spočívá v tom, že se pro pojmenování programu použijí ty 3 složky
(zákazník, výrobek, verze). Např. adresář bude pojmenovaný podle zákazníka,
program se bude jmenovat výrobek-strana-verze (ITB721UH01-TOP-VD00043.aoiprog).
Jelikož TracePRO tyto složky zná, a také zná způsob, jakým se programy ukládají
pro konkrétní zařízení, je schopen správný program najít.
Metodika však nedefinuje striktní pravidla pro pojmenování, proto, že každá firma a každý stroj mají jiné požadavky, a je snažší upravit pravidla v TracePRO, než nutit stroj použít jiná pravidla, než na jaká je zvyklý.
Program TraceDOC¶
TraceDOC je program, který implementuje výše popsanou metodiku, a umožňuje pracovat s verzemi postupů a s výrobními objednávkami.
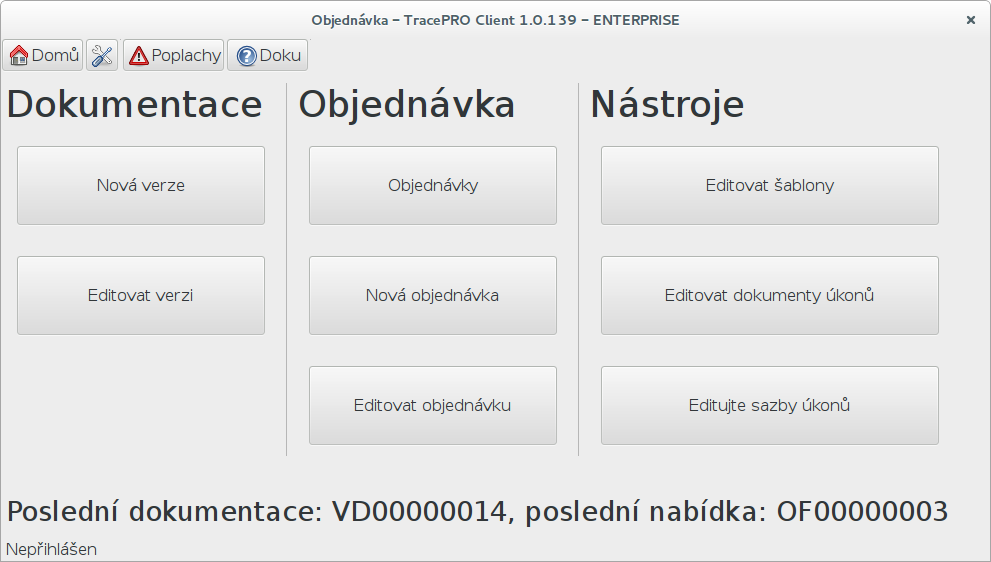
Správa verzí dokumentace¶
Začněme vytvořením nové verze dokumentace. Např. takto:
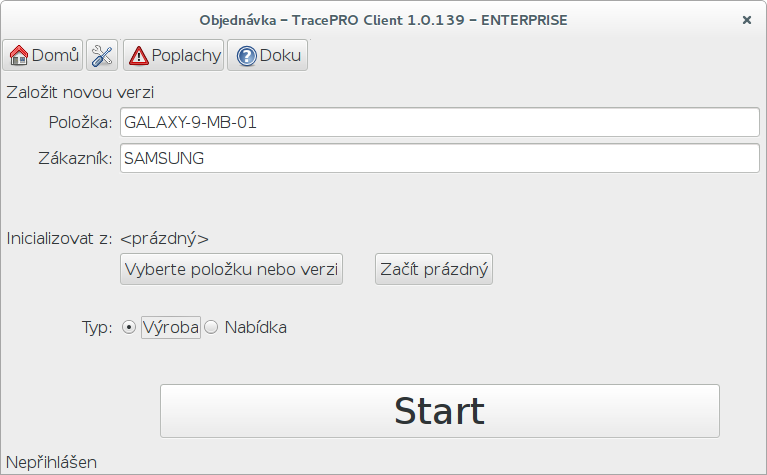
Na této obrazovce lze vytvořit úplně novou dokumentaci pro zadaného zákazníka a položku, nebo vytvořit novou verzi existující dokumentace tím, že vyberete existující položku, nebo verzi. Také lze vytvořit dokumentaci k položce odvozenou od verze jiné položky tak, že po vybrání existující položky přepíšete pole Položka a Zákazník na požadované hodnoty. Po stisku tlačítka Start se založí verze dokumentace a zobrazí se stránka pro editaci výrobního postupu a dokumentace. Volba Výroba/Nabídka slouží pouze k přiřazení dokumentace do patřičné řady. Nemá žádný vliv na další funkci.
K detailnímu popisu této obrazovky se dostaneme později. Zde pouze připomeneme, co se fyzicky stalo. Pokud vytváříme verzi dokumentace od nuly, založí se nový adresář s číslem verze. Pokud se vytváří dokumentace na základě nějaké již existující, celý adresář zdrojové dokumentace se zkopíruje (včetně všech souborů), dojde pouze k úpravě metadat (název položky, zákazníka, číslo verze).
Z hlavní nabídky TraceDOC je pak dostupná i možnost Editovat verzi, pomocí které lze editovat existující verzi dokumentace.
Editace šablon¶
V TraceDOC je možné nadefinovat šablony - posloupnosti operací - které pak lze přidávat do už konkrétního postupu. K tomu slouží obrazovka Editovat šablony.
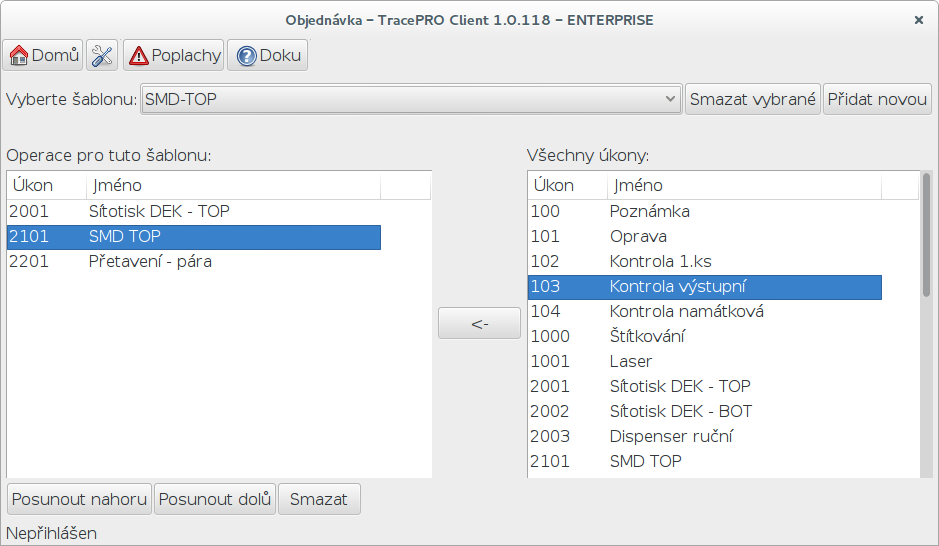
Jednoduše, vyberete šablonu, kterou chcete editovat, případně přidáte novou, a vložíte do ní úkony v tom pořadí, v jakém se budou provádět. Šablona pak lze použít v editaci postupů, jak si ukážeme později.
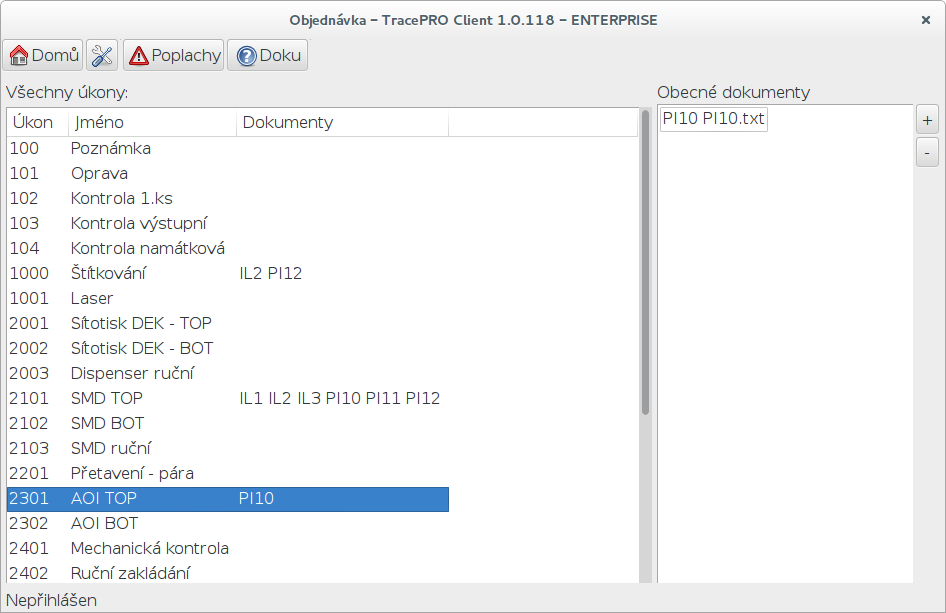
Dokumenty k úkonům¶
Tato obrazovka umožňuje nastavit seznam obecných dokumentů ke každému úkonu. Při přidání úkonu do postupu se také přidají tyto obecné dokumenty. V postupu lze pak obecné dokumenty libovolně editovat nezávisle na nastavení u úkonu.
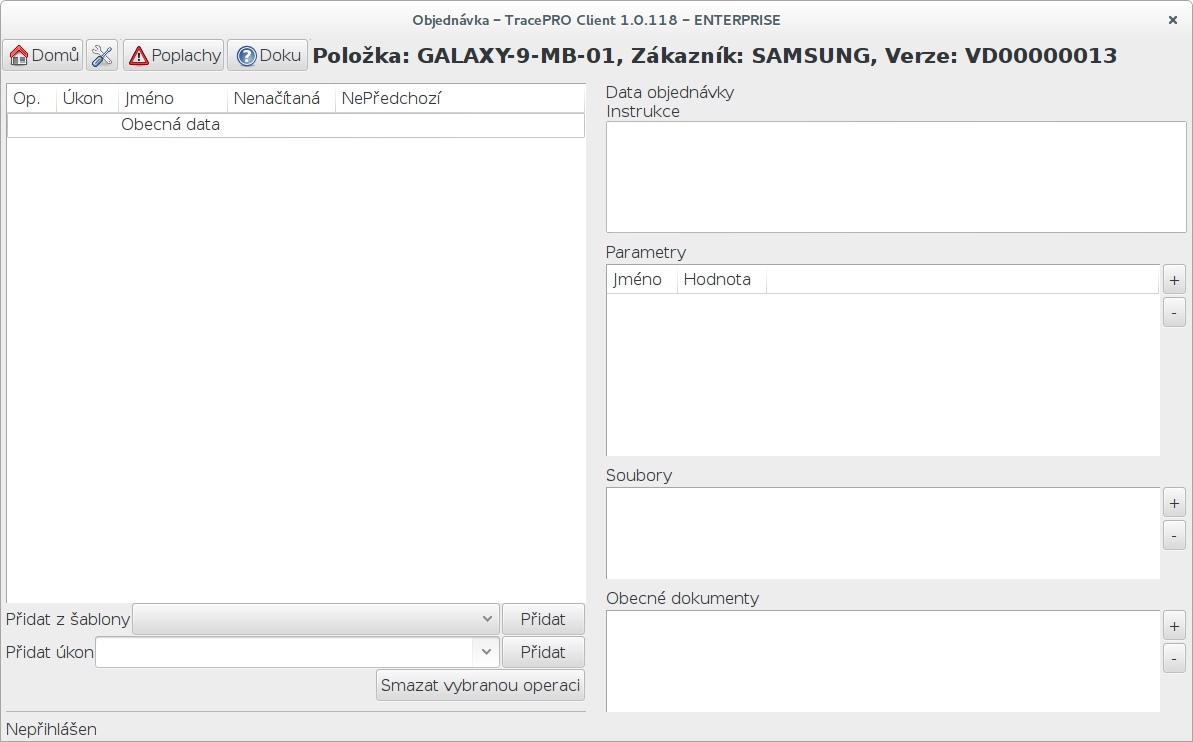
Vlastní editace postupů¶
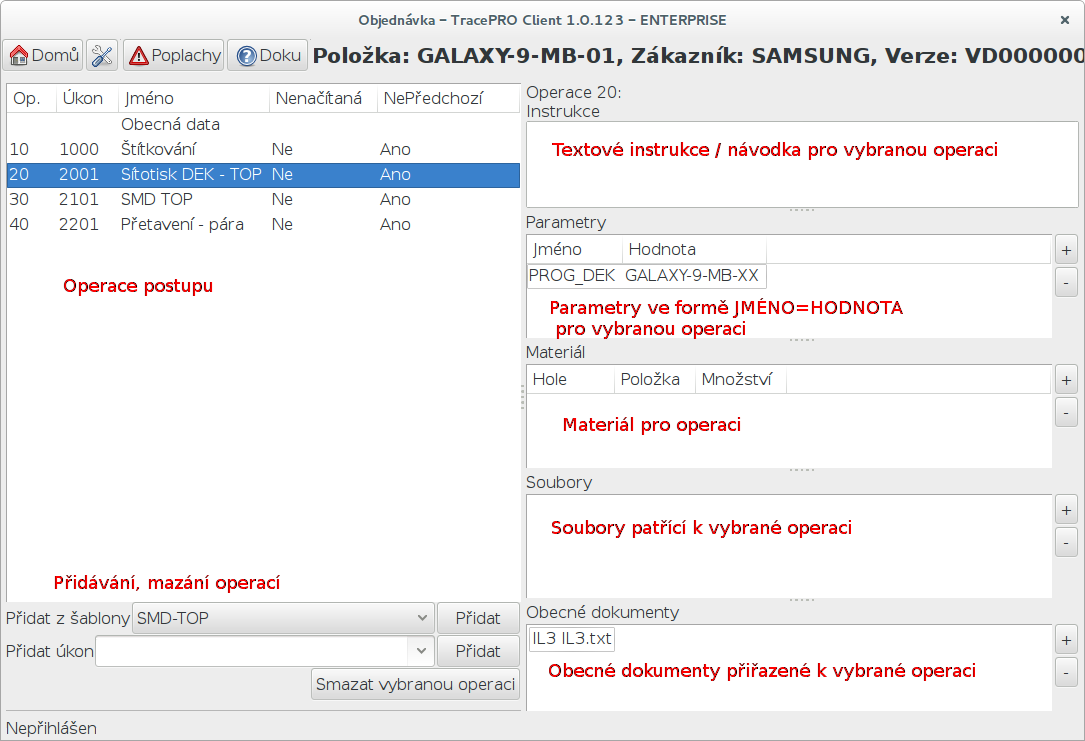
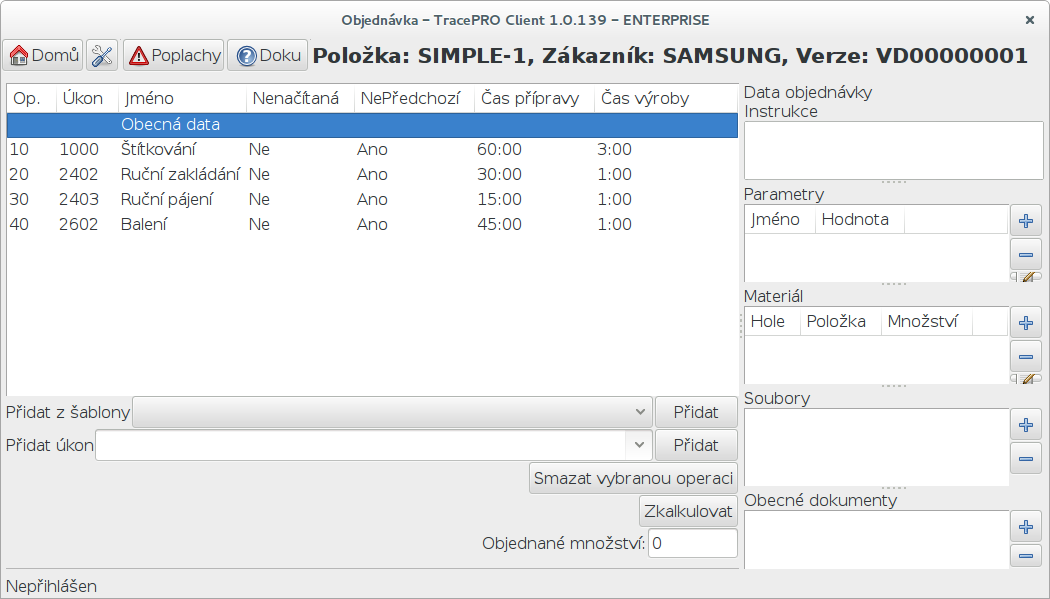
Na této obrazovce se provádějí všechny editační akce s postupem. V levé části je vlastní výrobní postup. První řádek v tabulce nadepsaný Obecná data obsahuje obecné informace pro celý postup. Jednotlivé operace jsou pak zapsané v posloupnosti, v jaké se při výrobě provádějí. Každá operace je určena číslem operace a číslem úkonu. Pro operace lze nastavit dva parametry:
Nenačítaná: pokud nastavíte na Ano, bude tato operace označena jako nenačítáná, což znamená, že při kontrole předchozích operací nebude vyžadováno její provedení.
NePředchozí: pokud nastavíte na Ano, nebude se při kontrole předchozích operací kontrolovat, že operace s nižším číslem byly provedeny.
Pro většinu operací lze pravděpodobně nastavit pro oba parametry Ne. To znamená, že se všechny operace budou načítat, a TracePRO před provedením operace kontroluje, že všechny operace s nižším číslem operace byly také provedeny. V postupu však mohou být operace, které nelze načítat (např. tvarování a stříhání vývodových součástek, příprava mechanických dílů, …). Tyto operace označíme jako Nenačítané. Při kontrole předchozích operací se takové operace vůbec neberou v potaz.
Parametr NePředchozí má trochu jiný význam. Znamená, že operaci je možné provést, ikdyž operace s nižším číslem nebyly na tom sériovém čísle načtené.
V pravé části jsou detailní informace k vybrané operaci. Pole instrukce obsahuje návodku,
neboli detailní textový popis toho, co se v rámci operace dělá. Pod ní jsou parametry,
což je sada dvojic JMÉNO=HODNOTA. Následuje materiál.
Dále jsou zde soubory - libovolné soubory svázané s konkrétní operací, a nakonec obecné dokumenty.
Ty se zkopírují z nastavení úkonů (kapitola
), a lze je libovolně měnit.
K čemu to všechno je? Zaprvé, klientské programy TracePRO z těchto informací poskládají dokumentaci, např. takto:
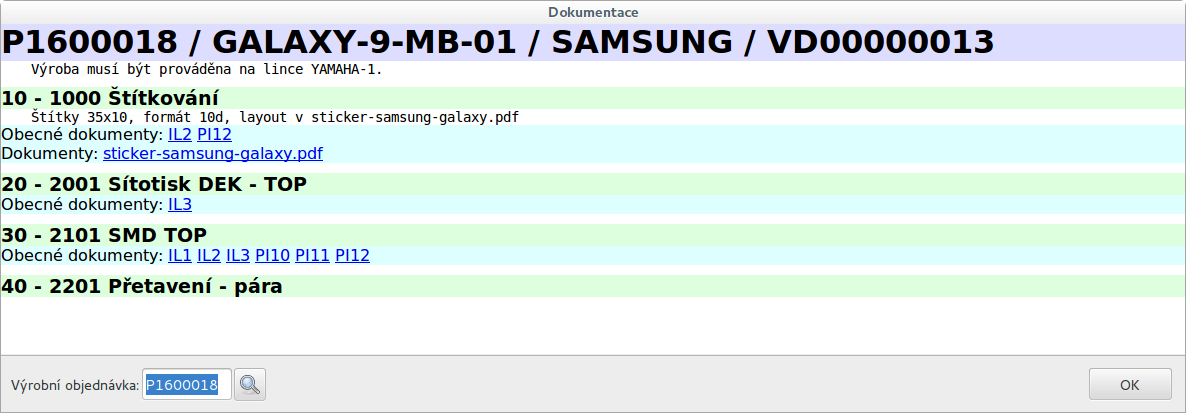
Odkazy na dokumenty a obecné dokumenty jsou aktivní, při kliknutí se dokumentace zobrazí. Takovou dokumentaci lze zobrazit na klientských stanicích.
Parametry (JMÉNO=HODNOTA) nemají žádný konkrétní význam, ale dají se použít
k implementaci libovolných rozšíření nebo modulů. Namátkou:
Předávání parametrů pro ICT nebo libovolná pracoviště
Upozorňování na možné problémy
Dokumentační prvky vyžádané zákazníkem
Popis parametrů definovaných v jádru TracePRO najdete v dokumentu op-params.
Zadruhé, veškerá tato data jsou pak k dispozici klientským programům.
Příklad: Materiál na DEK s PDA načítáním¶
Situace:
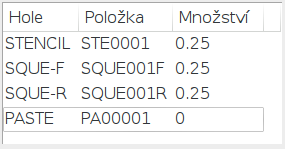
SMD linka obsahuje automatický sítotisk (např. DEK), na kterém chceme evidovat šablonu, stěrky a pastu. Dispenzer to sám neumí. Na lince jsou osazovací stroje JUKI, a vlna. Operátor má PDA na evidenci vyrobených desek a na evidenci nasazeného materiálu. Šablona, stěrky i pasta mají své ID materiálu, a šarži, např.:
Pasta: PA00001
Šablona: STE0001
Stěrky: SQUE001F, SQUE001R
Nastavení v TraceDOC: Na operaci Sítotisk je třeba nastavit materiál, např. takto:
Nastavení v klientském programu pgjuki: Zde se vybírá osazovací program, a podle kterého TracePRO kontroluje výměnu materiálu na strojích. Osazovací program samozřejmně obsahuje pouze nastavení osazovacích strojů. TracePRO umožňuje přidat k němu informace z postupu.
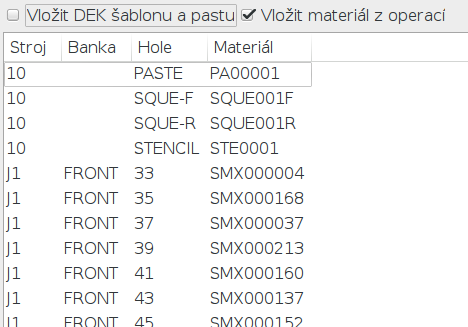
Stroj v této chvíli není známý, takže se místo něj použije číslo operace.
Načítání materiálu na PDA: Na PDA pak bude materiál takto nastavený na operaci seskupen pod prefixem číslo operace-, v tomto případě 10-.
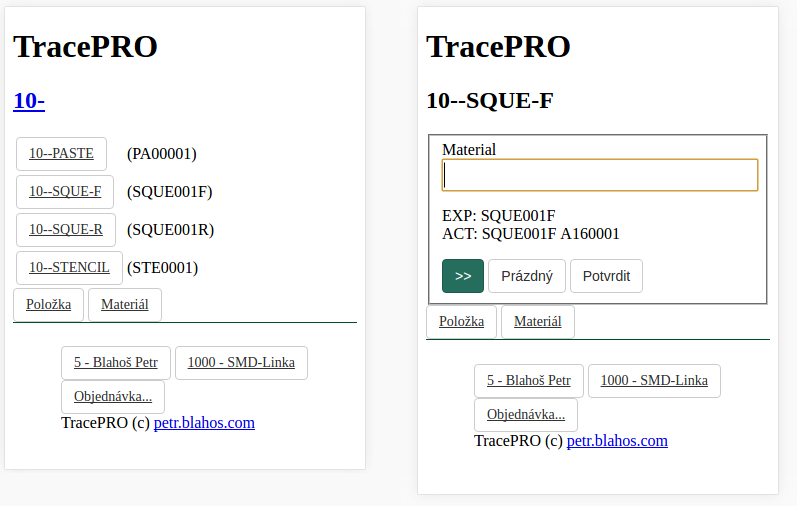
Tímto způsobem je možné u postupu specifikovat různý materiál na různých operacích.
Jednoduché kalkulace¶
TraceDOC umí provádět jednoduché kalkulace ceny výroby. Pokud je nastaven
parametr systému (parameters.ini/[client]/show_op_times=1),
v tabulce pro editaci postupů přibydou sloupce pro čas přípravy a čas výroby.
V TraceDOC lze dále zadat sazbu jednotlivých úkonů, a na základě těchto informací a velikosti dávky spočítat cenu výroby.
Sazby úkonů¶
Na hlavní stránce TraceDOC v nástrojích najdete Editujte sazby úkonů. Zde můžete nadefinovat několik sazeb (nejméně jednu), a v rámci každé sazby ocenit přípravu a výrobu na jednotlivých úkonech.
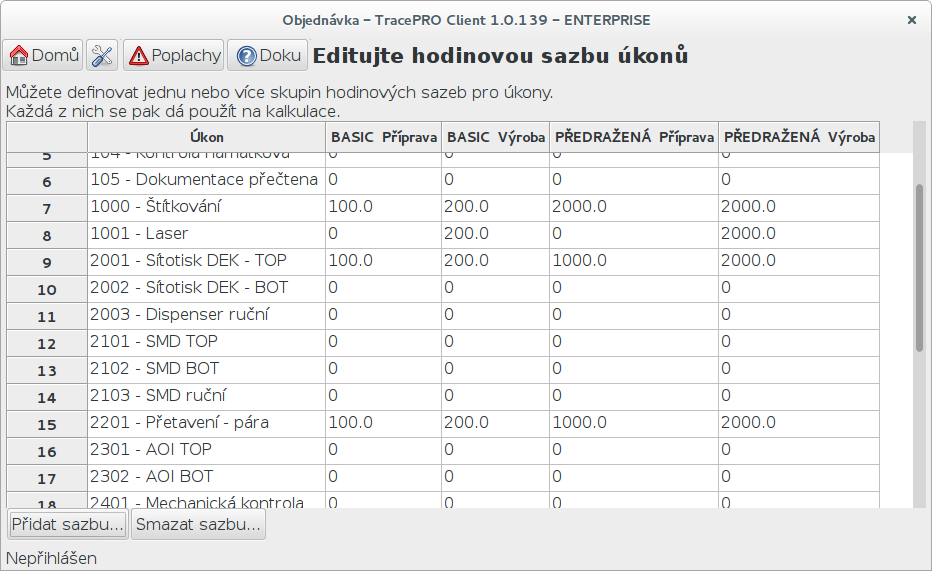
Sazba nemusí být kompletní - nemusíte definovat cenu pro všechny úkony.
Editace času výroby¶
V obrazovce na editaci postupu se objeví nové sloupce, které lze editovat, a také tlačítko Zkalkulovat.
Časy se zadávají v minutách, buď jako celé číslo, nebo desetinné, nebo ve formátu
MINUTY:SEKUNDY. Čas výroby by měl být výrobní takt, protože vlastně počítáme,
kolik času stráví na stroji výrobní dávka. Po stisku tlačítka Zkalkulovat
se zobrazí tabulka, která kombinuje operace, čas, a sazbu úkonů:
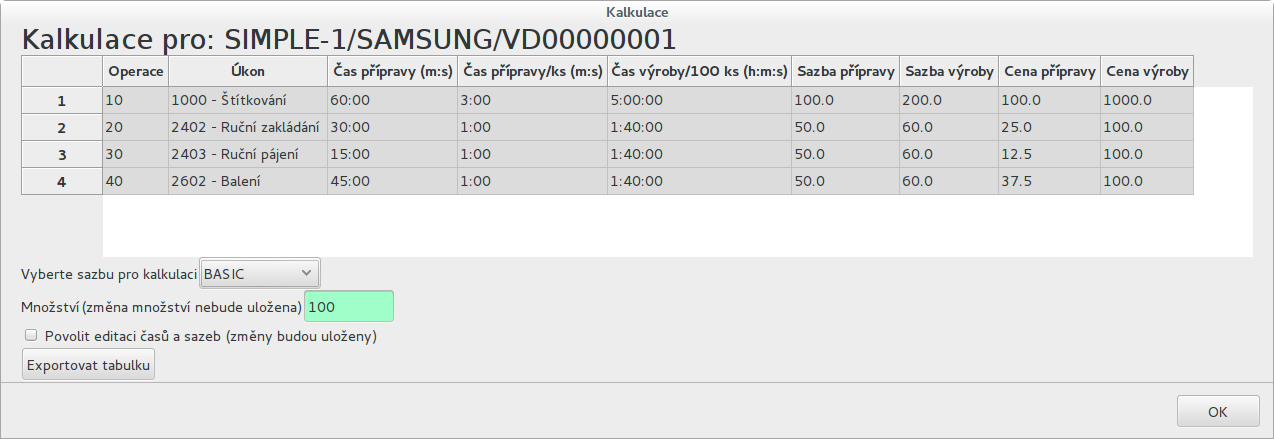
Vyberete sazbu úkonů. Můžete upravit množství objednávky/dávky. Cena se v tabulce ihned aktualizuje. Když zaškrtnete Povolit editaci časů a sazeb, můžete editovat časy operací a sazby úkonů (a veškeré změny zde se promítnou do časů v postupu a sazeb úkonů). Pokud chcete kalkulaci dostat do tabulkového procesoru (MS Office, LibreOffice, Google Docs), stiskněte tlačítko Exportovat tabulku. Pozn.: V exportované tabulce jsou časy jako desetinná čísla v hodinách.
Řada dokumentace: Nabídky¶
Při zakládání výrobní dokumentace lze vybrat mezi typem Výroba a Nabídka. Tohle rozdělení nemá žádný vliv na funkci, pouze pomůže v orientaci. Dá se asi předpokládat, že nabídková dokumentace nebude kompletní, a půjde v ní převážně o provedení prvotní kalkulace. Nabídková dokumentace pak může být základem pro dokumentaci výrobní, i naopak.